Этот способ сварки из-за относительйо невысокой прочностной характеристики в трамвайных хозяйствах и на станционных путях железных дорог применяется редко. Преимуществом электродуго — вого способа сварки является то, что им можно сваривать рельсы в пути.
Стыки, свариваемое электродуговым способом, можно разде лить на две группы: 1) стыки с приваркой накладок и подкладок; 2) стыки, провариваемые по всему сечению рельсов (ванный способ). Стыки первой группы из-за чрезвычайно низких прочностных показателей на железнодорожном транспорте не применяются, а в трамвайных путях используются редко.
Ванный способ ‘
Ванный способ сварки стыков рельсов разработан Московским опытным сварочным заводом.
Сварка производится на постоянном или переменном токе электродами диаметром 5 мм. Питание осуществляется от стандартно — 76
0 электросварочного оборудования типа СТЭ-34; ПС-500; ПАС-400
Применяемая сила тока 300-350 а. Для сварки используют ілектродьі марки УОНИ-ІЗ/55А с временным сопротивлением на — їлавленного металла 55 кгімм2.
В настоящее время в связи с появлением новых марок рельсо —)ой стали, обладающих повышенными прочностными данными, ре — сомендуется применять электроды УОНИ-13/85у с временным со-* іротивлением наплавленного металла.85 кг/мм2-
Сборку стыков под сварку, как правило, производят на шпа — іах. Концы рельсов обрезают по угольнику механическими средствами или газом. После обрезки газом торцы рельсов необходи — ю очистить от окалины.
Стык должен быть выверен в вертикальной и горизонтальной плоскостях, после чего он возвышается на 1,0-1,5 мм на 1 пог. м.
Регулировку величины подъема стыка производят деревянными клиньями, а проверку-специальной стальной метровой линейкой с регулируемыми по длине штифтами на концах.
Зазор между свариваемыми рельсами должен быть 12-15 мм или 1,5 диаметра электрода с учетом толщины слоя обмазкь. .
Технологически сварку рельсового стыка можно разделить на две главные операции: сварку подошвы, сварку шейки и головки.
* Сварку подошвы производят на остающейся (стальной) или съемной медной пластинке. Длина этой пластинки на 20 мм больше ширины подошвы рельса, а ширина пластинки 40 мм.
Используется несколько вариантов таких пластинок:
1) стальная (Ст. 3) толщиной 5-6 мм; пластинку укладывают под стык и плотно поджимают;
2) комбинированная, под стык укладывают стальную пластинку толщиной 2 мм, а под нее медную подкладку;
3) медную пластинку с канавкой, заполняемой несколькими огарками электродов УОНИ-13/55 А, поджимают непосредственно под стык.
Лучшие результаты дает применение медной и комбинированной пластинок. *
Подошва рельса-наиболее чувствительное место сварного стыка, где особенно ярко проявляются низкое качество наплавленного металла и другие погрешности сварки.
При ванном способе сварки рчень важно удержать в межстыковом зазоре жидкий наплавленный металл и шлак. Для этого применяют специальные медные формы многократного пользования: нижние - для сварки подошвы и боковые - для сварки шейки и головки.
Снаружи формы имеют прямоугольную кбйфигурацию. Внутренний контур их соответствует форме того участка рельса, с которым они сопрягаются. По оси формы имеется выемка, которая при сварке заполняется жидким наплавленным металлом с образованием усиления стыка.
При установке форм их ось совмещают с зазором стыка, а боковые формы, кроме того, еще и фиксируют струбциной.
Зазор в местах сопряжения форм с поверхностью рельсов не должен превышать 1 мм. В противном случае края форм необходимо обмазать огнеупорной глиной. Сваривая подошву, шов начинают с края пластинки и, совершая колебательные движения поперек зазора стыка, ведут его к другому концу, тщательно проваривая углы между торцами рельсов и пластинкой.
Второй шов следует накладывать в противоположном напраї лении, начиная его также от края пластинки.
При выполнении следующих проходов нужно внимательно наблюдать за тем, чтобы жидкая ванна расплавленного металла располагалась по всей длине подошвы.
В процессе сварки колебательные движения электродом нужно совершать быстро. Закончить сварку подошвы следует в центре стыка, благодаря чему шов получается с уклоном от центра к краям, что соответствует профилю рельсов-
В подошве стыка сварной шов должен иметь усиление в 2-3 мм, а края подошвы - перекрываться плавным швом.
Поверхность шва после заварки подошвы нужно очистить от шлака.
После установки боковых форм следует немедленно начинать последующую сварку, чтобы не допустить значительного охлаждения стыка.
Сварочная дуга возбуждается в месте окончания сварки подошвы, т. е. у основания шейки, и ведется, непрерывно заполняя наплавленным металлом весь зазор.
Заканчивая сварку стыка, на поверхности катания необходимо наплавить прибыльную часть толщиной 4-5 мм, которая компенсирует усадку при кристаллизации стыка.
После -сварки, когда стык еще имеет красный цвет, поверхность его следует уплотнить проковкой.
Недостатками ванного способа сварки являются горячие трещины и непровар. Горячие трещины иногда появляются при сварке рельсов из бессемеровской стали, содержащей повышенное количество вредных примесей-серы, фосфора, азота. Эти же дефекты могут быть при ускорении процессов сварки рельсов тяжелых типов.
Непровар и шлаковые включения, наоборот, получаются при замедленных скоростях сварки-
Если обнаружены какие-либо дефекты, последующую подварку можно производить при температуре стыка не менее 300°.
Владельцы патента RU 2270739:
Изобретение относится к дуговым способам сварки и используется преимущественно для ручной электродуговой сварки железнодорожных рельсов. Способ сварки рельсовых стыков включает установку рельсов с зазором между свариваемыми кромками, введение внутрь зазора плавящегося электрода и сварку с применением форм, установленных у места сварки, при силе тока, обеспечивающей образование жидкой ванны во всем объеме зазора. Предварительно осуществляют механическую обработку кромок рельсов или кромки одного из рельсов, включающую выполнение поперечного разреза по вертикальной плоскости от головки до начала подошвы рельса, выполнение горизонтального разреза по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и снятие на торцевой поверхности подошвы фаски с притуплением у основания подошвы рельса. При образовании жидкой ванны в корне шва дополнительно осуществляют расплавление кромок основного металла рельсов. Это позволит получить сварной шов с механическими свойствами, равнозначными свойствам основного металла, что увеличит срок службы рельсов. 2 ил.
Изобретение относится к дуговым методам сварки, преимущественно используется для ручной электродуговой сварки железнодорожных рельсов.
Известен способ сварки рельсовых стыков, в котором сварку рельсов ведут ручным электродуговым способом (SU 78136, В 23 К 9/02, 1942).
В известном способе рельсы устанавливают с зазором между свариваемыми кромками от 9-14 мм в зависимости от выбранного диаметра электрода, поэтому сварной шов получается, в основном, за счет расплавления электродного материала. Свариваемые кромки настолько сильно разогреваются, что образуется общая ванна расплавленного металла, которая поддерживается в жидком состоянии в течение всего периода сварки. В качестве форм могут служить графитовые пластины, внутренняя поверхность которых изготавливается по форме рельса. Размеры и формы усиления сварного шва зависят от размера и формы соответствующего углубления, которое делается в форме.
Концы рельсов обрезают рельсообрезным станком по плоскости, перпендикулярной к оси рельса. Скос кромок перед сваркой не производят.
Большой зазор между торцами рельсов порядка 9-14 мм не позволяет сварить кромки подошвы рельсов, поэтому для формирования обратной стороны корня шва применяют формирующую подкладку. Сварной шов получается, в основном, за счет расплавления электродного материала, расплавленная масса которого заполняет зазор между торцами подошвы рельсов и формирующей подкладкой.
Наиболее существенным недостатком этого способа является наличие большого зазора между торцами рельсов. Расплавленный электродный металл является естественной перемычкой между свариваемыми рельсами, по которой дуга перемещается от кромки одного рельса к кромке другого. Сварное соединение, полученное таким способом, имеет крупнозернистое строение из-за перегрева электродного металла и, как следствие, более низкие механические свойства, чем у основного металла. В зоне сплавления кромки рельса с расплавленной массой электродного металла возникает большая вероятность возникновения дефектов типа непровара, шлаковые включения, поры.
Технической задачей настоящего изобретения является повышение механических свойств сварного шва путем уменьшения зазора между торцами рельсов до размера, позволяющего сварить металл подошвы рельсов и получить сварной шов с механическими свойствами, которые равнозначны свойствам основного металла.
Способ согласно изобретению, заключается в том, что предварительно осуществляют механическую обработку кромок рельсов или кромки одного из рельсов, при этом производят поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса, а затем горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу, и на торце подошвы снимают фаску с притуплением у основания подошвы рельса, устанавливают рельсы с зазором, вводят внутрь зазора электрод и осуществляют сварку с применением форм у места сварки при силе тока, обеспечивающей образование жидкой ванны во всем объеме зазора, причем жидкую ванну в корне шва получают за счет расплавления кромок основного металла.
Отличия предложенного способа сварки рельсовых стыков состоят в том, что предварительно осуществляют механическую обработку кромок рельсов или кромки одного из рельсов, при этом производят поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса, а затем горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу, и на торце подошвы снимают фаску с притуплением у основания подошвы рельса, а жидкую ванну в корне шва получают за счет расплавления кромок основного металла.
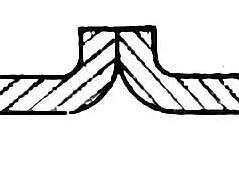
Сущность предлагаемого способа поясняется чертежами.
На фиг.1 представлен чертеж при механической обработке кромки одного из рельсов, на фиг.2 - кромок рельсов.
На фиг.1 обозначены: 1 - рельс (без обработки кромки), 2 - рельс с подготовленной кромкой, 3 - притупление, 4 - зазор между кромками, α - угол между кромками.
На фиг.2 обозначены: 2 - рельс с подготовленной кромкой, 3 - притупление, 4 - зазор между кромками, α - угол между кромками.
Угол α между кромками лежит в пределах 30-60°.
Сваривают железнодорожные рельсы типа Р65. В механических мастерских дистанции отмеряют кусок рельса длиной 3 м или более в соответствии с ТУ 32 ЦП-670-88 и подготавливают кромки рельса с двух концов для установки на место дефектного рельса. При этом производят поперечный разрез по вертикальной плоскости от головки до начала подошвы рельса. Затем осуществляют горизонтальный разрез по торцевой поверхности рельса перпендикулярно по отношению к ранее произведенному разрезу и на торце подошвы снимают фаску под углом 45° с притуплением 2 мм у основания подошвы рельса. На рельсе, из которого удаляется дефектный участок, делают разметку. Отрезают дефектный кусок рельса, равный по размеру подготовленному, и устанавливают на это место кусок рельса с подготовленными под сварку кромками. Зазор между рельсами составлял 2 мм (см. фиг 1). Концы рельсов перед сваркой зачищают до металлического блеска.
Под подошву свариваемых рельсов устанавливают формирующую обратную сторону шва медную подкладку и закрепляют ее струбциной. Корень шва сваривают электродом марки УОНИ - 13/65, диаметром 3 мм, ток 140-160 А, с последующим заполнением зазора между торцами подошвы рельсов электродом марки УОНИ - 13/65, диаметром 5мм, ток 250-280 А.
Устанавливают на шейку и головку рельсов боковые медные формы и закрепляют их струбциной. Сваривают шейку и головку рельса электродами марки УОНИ - 13/65, диаметром 5 мм, ток 250-280 А.
Предложенный способ позволяет получить сварной шов с механическими свойствами, которые равнозначны свойствам основного металла, при этом полученные механические свойства сварного шва увеличивают срок службы рельсов до срока службы установленных в путь рельсов без сварки.
Способ сварки рельсовых стыков, включающий установку рельсов с зазором между свариваемыми кромками, введение внутрь зазора плавящегося электрода и сварку с применением форм, установленных у места сварки, при силе тока, обеспечивающей образование жидкой ванны во всем объеме зазора, отличающийся тем, что предварительно осуществляют механическую обработку кромок рельсов или кромки одного из рельсов, включающую выполнение поперечного разреза по вертикальной плоскости от головки до начала подошвы рельса, выполнение горизонтального разреза по торцевой поверхности рельса перпендикулярно ранее произведенному разрезу и снятие на торцевой поверхности подошвы фаски с притуплением у основания подошвы рельса, а образование жидкой ванны в корне шва осуществляют расплавлением кромок основного металла рельсов.
Похожие патенты:
Изобретение относится к устройствам для непрерывного изготовления полых труб из плоских металлических лент, и в особенности, к устройствам, позволяющим получать сварные швы без дефектов при остановке и последующем пуске устройства.
Сегодняшний рынок сварочных материалов предлагает клиентам большой выбор электродов. Правильно выбранный сварочный материал- это большой вклад в итоговый успех. Каждый вид электрического проводника создан для использования при определенных условиях.
Для того, чтобы ответить на вопрос “Как выбрать электроды для сварки” следует определить несколько факторов:
- Толщина металла – чем больше толщина, тем больше должен быть диаметр прутка.
- Марка стали.
- По электроду нужно определить , а затем .
Какими электродами лучше варить
Однозначного ответа на вопрос “Какими электродами лучше варить?” не существует. Абсолютно лучших материалов для сварки нет и быть не может. Чуть ниже проанализированы наиболее распространенные. Также можете посмотреть , заодно и свое мнение присоединить.
Забор
Многие люди, живущие в своем доме, не раз задавались вопросом “Какими электродами варить забор?”. Существует большое количество марок сварочных диодов, которые применяются для подварки или полного сваривания ограждения. К популярным видам относятся:
- (на картинке).
Начинающим и непрофессиональным сварщикам рекомендуется применять электроды с .
Окончательный выбор марки электрода зависит от марки стали труб. Также следует учитывать особенности сварки оградительных систем.
Наиболее востребованным видом металлопроката, используемым при строительстве сварного забора, является профильная труба прямоугольного сечения. Работа с данным материалом подразумевает несколько важных нюансов.
Сварку труб профильного сечения можно осуществлять 4 способами.
1. Электродуговая сварка считается самым удобным, а потому и часто применяемым способом. Главная особенность – возможность работы в труднодоступных местах. Дуговая сварка труб осуществляется в специальном помещении. Концы труб необходимо обезжирить и зачистить. Если толщина изделия превышает 4 мм, то нужно подготовить кромку с помощью фаскоснимателя. Шлак, который будет образовываться, необходимо периодически сбивать.
3. Газовая сварка менее популярна из-за высокой затратности, опасности метода и необходимости специальной подготовки мастера.
4. Контактная сварка применяется в основном на предприятиях и промышленных объектах.
Тонкий металл
Сварка тонкого металла является проблемой даже для опытных мастеров. При работе с таким видом материала имеется множество сложностей и особенностей, из-за которых тяжело верно подобрать режимы и электроды.
Первая сложность
– металл небольшой толщины при сильном нагревании прогорает и образуются дыры.
Второй важный момент – сварка должна проводиться на малых токах, также необходимо делать короткую дугу. При незначительном отрыве она просто гаснет. Также могут возникать проблемы с розжигом дуги, поэтому следует использовать аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70В) и плавной регулировкой сварного тока, которая начинается от 10А.
При сильном нагреве может произойти ещё одна неприятность – изменение геометрии листов, они выгибаются волнами.
При осуществлении сварки встык , кромки необходимо зачищать от загрязнений и ржавчины. Листы следует располагать без зазоров. Детали фиксируются различными приспособлениями: струбцины, прижимы и другие. Затем детали прихватывают через каждые 7-10 см. короткими швами, чтобы они не смещались.
 Также при сварке элементов встык необходимо делать отбортовки. Когда отбортованная кромка расплавляется, отогнутые части заплавляются внутрь, закрывая весь промежуток между заготовками и вместе с металлом, поступающим с электрода, образуют шов. Таким образом, не происходит проплавление металла насквозь, а получается полностью заполненный шов.
Также при сварке элементов встык необходимо делать отбортовки. Когда отбортованная кромка расплавляется, отогнутые части заплавляются внутрь, закрывая весь промежуток между заготовками и вместе с металлом, поступающим с электрода, образуют шов. Таким образом, не происходит проплавление металла насквозь, а получается полностью заполненный шов.
Исходя из анализа специфики предстоящей работы сварщик определяет какими электродами варить тонкий металл.
Следующие марки предназначены для работы с тонким металлом:
- (на картинке).
- МТ-2.
Важно! Чем тоньше металл, который предстоит варить мастеру, тем меньше должен быть диаметр электрода.
Трубы
Сварка труб требует наличия определенного опыта и навыков. Только знающий специалист может точно определить .
При строительстве трубопроводов выделяют три вида сварных стыков: поворотные, неповоротные и горизонтальные. Сварка каждого из которых обладает собственной спецификой.
1. Соединение стыков первого типа проводится в три слоя. В первую очередь производится разделение стыка на четыре отрезка. Первые два сваривают, делают поворот трубы на 180 градусов, затем осуществляется сварка оставшихся отрезков. После этого, труба поворачивается ещё на 90 градусов и варится второй слой. Сварка стыка завершается ещё одним поворотом трубы на 180 градусов и повторным соединением оставшихся двух отрезков.
2. Для работы с неповоротными стыками также применяется технология трехслойной сварки.
3. При сваривании горизонтальных стыков используются электроды диаметром 4 мм. Электроды движутся возвратно-поступательно, образуя ниточный валик не выше 1,5 мм. Второй валик перекрывает первый. Ток вначале составляет до 160А. Во время сваривания третьего и четвертого валика используются электроды диаметром 5 мм. Ток увеличивается до 300А.

Электроды ЦЛ-39
Ниже представлен список наиболее популярных материалов, с помощью которых даже начинающий мастер сможет установить какие электроды лучше для сварки трубопроводов.
Швеллер

Швеллер активно применяется в . Однако, даже небольшие ошибки в сварочном процессе данного вида металлопроката могут привести к нарушению прочности всего изделия. Главная сложность состоит в самой технике сваривания: правильный предварительный прогрев металла и опыт сварщика.
Неверно выбранный шов приводит к тому, что зона около шва теряет до 20% прочности. Рассмотрение данных нюансов поможет разобраться в том, какими электродами варить швеллер.
Электродуговая сварка является предпочтительным видом для соединения швеллера. Качественный шов получается при использовании электродов .
Газовая резка с последующей обработкой кромок и газовая сварка для исправления дефектов готовых конструкций используется часто.
Для работы с швеллером используются три типа соединений.
1. Сварка встык применяется наиболее часто, потому что является особенно экономичной. Если в качестве главных критериев используются скорость и простота работы, а не надежность, то следует выбрать именно такой вид шва. Но особое внимание нужно обратить на обработку кромок:
- толщина полок швеллера больше 6 мм., скос кромок не осуществляется;
- толщина до 12 мм, скос под углом 30 градусов;
- толщина более 12 мм., скос выполняется с внутренней стороны под тупым углом.
2. Чтобы избежать появления трещин при сваривании встык, необходимо добавить подкладки . Их толщина зависит от режима соединения и толщины исходного металла. Все накладки лучше тщательно обварить по контуру с использованием всех рекомендаций при выполнении швов внахлест. В ситуациях, когда обварить со всех сторон не выходит, все зазоры следует заполнить антикоррозионной жидкостью.
3. Для получения полой балки , два швеллера соединяют полками внутрь, таким образом образовывается коробочка. Технология такого соединения схожа с методом сварки встык.
 Рельсы
Рельсы
Сваривание рельсов – довольно проблематичный процесс из-за их большого сечения. Для того, чтобы сварочный процесс проходил в комфортных условиях нужно установить какими электродами варить рельсы.
Отличным выбором для сваривания толстотелых конструкций являются электроды марки и .
Перед тем, как приступить к проведению сварочного процесса, необходимо правильно выполнить подготовительный этап.
Данный этап начинается с нагревания концов рельс с помощью многопламенных горелок. Затем концы рельсов зажимаются при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой 10-13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Все описываемые действия выполняются универсальными газопрессовыми станками.
1. Самый распространенный метод для соединения рельсовых плетей и стыков рельсов – электродуговая сварка . Рельсы укладываются в нужном положении, а пространство между стыками постепенно заполняется сварочными соединениями.
Оптимальным вариант – ванный метод. Предварительно обрезанные перпендикулярно продольной оси концы рельсов монтируются без перелома. При этом в профиле должно быть возвышение 3-5 мм. В такой позиции рельсы должны быть закреплены с зазором 14-16 мм. Между торцов рельсов вводится электрод, через который пропускается ток 300-350 ампер. Таким образом, расплавленный металл электрического проводника заполняет зазор между торцами, равномерно по всему сечению. После сваривания место работы шлифуется.
2. Термитная (алюминотермитная) технология применяется для состыковки поверхностно- и объемно-закаленных, термически не упрочненных рельс в любых комбинациях. Данная технология максимально соответствует всем необходимым требованиям, предъявляемым к железнодорожным путям.
3. Основа газопрессового сваривания – соединение металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Перед проведением рабочего процесса концы рельсов плотно приставляются друг к другу. Для обеспечения максимальной чистоты металла и высокой плотности прилегания следует произвести одновременное прорезывание торцов обеих рельсов. Перед самим процессом сваривания торцы промываются четыреххлористым углеродом.
Нержавеющая сталь
Применение нержавеющей стали продлевает срок эксплуатации и внешний вид изделий. Сваривание нержавейки осуществляется несколькими методами. Работа с легированной сталью гарантирует получение ровных швов, которые требуют минимальной обработки: шлифовка или полировка.
Предварительная подготовка нержавейки включает несколько этапов:
- очистка от загрязнений;
- тонкие пластины (0,5-1,5 мм.) нужно подвести друг к другу;
- материал более 4 мм. требует разделку кромок;
- элементы толщиной свыше 7 мм. лучше предварительно подогреть;
- для фиксации пластин необходимо поставить несколько прихваток.
Выполнив все эти действия можно приступать к соединению.
Выделяют три способа сваривания нержавеющих сталей.
Полезное видео
Предлагаем посмотреть ролик с разъяснениями по выбору.
При проведении монтажных и ремонтных работ на участках железнодорожного полотна, а также в схожих условиях, связанных с прокладкой рельсовых ниток, применяются специальные технологии сварки.
Особенности технологий сварки рельсов выражаются в повышенных требованиях к эксплуатационной надёжности соединений, а также их устойчивости к механическим нагрузкам.
Сварка рельсовых стыков относится к разряду особо ответственных мероприятий, организация и проведение которых невозможны без привлечения оборудования и современных сварочных механизмов.
Основными видами сварочных технологий, применяемых при монтаже и ремонте рельсов, являются:
- электроконтактная сварка;
- электродуговой метод;
- термитная обработка (алюминотермитная сварка рельсов);
- современная газо-прессовая сварка.
Каждый из этих методов отличается определёнными достоинствами и недостатками. Для более полного ознакомления с ними рассмотрим каждый из перечисленных способов сварки более подробно.
Электроконтактный способ
 Электроконтактный подход к соединению стыков рельсов основывается на их сильном нагреве и последующем расплаве посредством электрической дуги, которая формируется значительным по величине током низкого напряжения.
Электроконтактный подход к соединению стыков рельсов основывается на их сильном нагреве и последующем расплаве посредством электрической дуги, которая формируется значительным по величине током низкого напряжения.
Для реализации метода используют специальные машинные комплексы, работающие в автоматическом режиме (МСГР-500, МС-5002 или К-190, например).
Подлежащие обработке рельсы перед началом сварки укладываются либо непосредственно на путях, либо же с небольшим смещением внутри ветки или снаружи колеи (на удалении порядка 260 сантиметров от её оси).
При этом сам сварочный механизм перемещается по восстанавливаемой нитке, то есть представляет собой самоходную рельсосварочную станцию.
В процессе её работы используются сменные контактные головки различного типа, обеспечивающие необходимые режимы сварки (непрерывное оплавление или прерывистый разогрев контактов).
Электродуговой метод
 Дуговая бесконтактная сварка относится к наиболее распространенным методикам, применяемым при сопряжении стыков рельсовых ниток.
Дуговая бесконтактная сварка относится к наиболее распространенным методикам, применяемым при сопряжении стыков рельсовых ниток.
Согласно этому подходу рельсы сначала укладывают с небольшим зазором, после чего их концы проваривают металлом электродов, расплавляемых посредством дугового разряда. Этот вид бесконтактной сварки не нуждается в приложении избыточного осадочного давления и реализуется с помощью переменного или постоянного токов, поступающих от передвижной сварочной станции.
Наиболее эффективным способом реализации дуговой сварки рельс является так называемый «ванный» метод, согласно которому заранее обрезанные поперёк продольной оси рельсы укладываются строго по линии путей с небольшим возвышением и с зазором приблизительно 14-16 миллиметров.
Между торцами уложенных таким образом рельсовых заготовок вводится рабочий электрод с последующим пропусканием через него тока порядка 300-350 ампер.
В результате такого воздействия расплавленная масса равномерно растекается по зазору и полностью заполняет его. Для предотвращения её стекания наружу зазор между рельсами закрывается специальными блокирующими ограждениями. По завершении сварки образовавшиеся швы шлифуются по всей площади стыка.
Термитная обработка
 Алюминотермитная технология проверена временем.. В основу применения термитной сварки рельс заложена восстанавливающая реакция, происходящая при контакте основания (алюминия) с ещё одой составляющей – окисью железа.
Алюминотермитная технология проверена временем.. В основу применения термитной сварки рельс заложена восстанавливающая реакция, происходящая при контакте основания (алюминия) с ещё одой составляющей – окисью железа.
Возникающий в результате этого металл (восстановленное железо) при рабочих температурах порядка 2000 градусов заливается в специальную огнеустойчивую форму, совпадающую с геометрией свариваемых рельсов.
Указанная реакция сопровождается выделением значительного количества тепловой энергии.
Сваривать рельсы по термитному методу начали очень давно (с середины 19-го века), однако уже с тех пор этот вид сварки из-за применения алюминия стал называться алюминотермитным.
Важно отметить, что описываемая химическая реакция после поджога специального высокотемпературного горючего (термита) длится лишь несколько секунд.
 Помимо двух рассмотренных составляющих (окиси железа и алюминия) в состав рабочей сварной смеси вводятся легирующие добавки и мелкие стальные частицы, слегка тормозящие или демпфирующие протекающий процесс. Добавки необходимы для того, чтобы сталь в зоне сварки приобрела требуемые качества и параметры, характерные для большинства рельсовых изделий.
Помимо двух рассмотренных составляющих (окиси железа и алюминия) в состав рабочей сварной смеси вводятся легирующие добавки и мелкие стальные частицы, слегка тормозящие или демпфирующие протекающий процесс. Добавки необходимы для того, чтобы сталь в зоне сварки приобрела требуемые качества и параметры, характерные для большинства рельсовых изделий.
При рассмотрении особенностей этого вида сварочного процесса следует отметить, что по завершении реакции общая химическая масса разделяется на две фракции: жидкий металл и лёгкий шлак, всплывающий в верхнюю часть формы.
Термитаня технология позволяет сочленять между собой следующие виды путевых изделий:
- поверхностно-закалённые рельсовые заготовки;
- объёмно-закалённые стыкующиеся части рельс,
- не прошедшие специальную термическую обработку рельсы в любых комбинациях.
Данный вид сварки обеспечивает выполнение требований основных стандартов, предъявляемых к высокоскоростным рельсовым магистралям, в части соблюдения нормативов сварочных технологий.
Газопрессовой способ
Эта технология сварки основывается на соединении металлических стыков рельс при относительно низких температурах (заметно ниже границы плавления), но при достаточно высоком давлении.
К основным преимуществам газопрессового метода следует отнести однородность структуры материала в зоне сварки, а также высокую прочность получаемого сочленения.
 Благодаря перечисленным достоинствам, этим методом можно эффективно «варить» даже очень тяжёлые и габаритные железнодорожные изделия. Перед сваркой концы таких рельсов плотно пристыкуются один к другому, после чего посредством специального инструмента (рельсорезного станка с дисковой пилой или механической ножовки) осуществляется одновременный их рез.
Благодаря перечисленным достоинствам, этим методом можно эффективно «варить» даже очень тяжёлые и габаритные железнодорожные изделия. Перед сваркой концы таких рельсов плотно пристыкуются один к другому, после чего посредством специального инструмента (рельсорезного станка с дисковой пилой или механической ножовки) осуществляется одновременный их рез.
В результате подготовительных операций обеспечивается требуемая плотность прилегания торцевых частей рельсов с высокой чистотой металлического сопряжения.
Помимо этого, непосредственно перед самим свариванием торцы обрабатываются дихлорэтаном или четыреххлористым углеродом. На этапе подготовки рельс к сварке их концы нагреваются до необходимой температуры посредством специальных комбинированных горелок, обеспечивающих получение достаточной температуры.
После тщательного разогрева концы рельсов зажимаются посредством гидравлического пресса особой конструкции и продолжают разогреваться до 1200 градусов.
В процессе сварки корпуса горелок слегка смещаются относительно обрабатываемого стыка (совершают небольшие колебательные движения). Частота таких периодических перемещений, как правило, не превышает 50-ти колебаний в одну минуту.
Одновременно с этими перемещениями газовой горелки рельсы сжимаются гидравлическим прессом с усилием от 10-ти до 13-ти тонн, точное значение которых определяется путём специальных расчетов. По результатам такой обработки свариваемый металл в месте стыка осаждается примерно на 20 миллиметров.
Для реализации описанной технологической цепочки применяется специальное газопрессовое оборудование (универсальные станки).
По завершении всего комплекса газосварочных операций готовый стык тщательно зачищается от шлаков, а затем приводится к нормальному виду (говорят, что осуществляется его «нормализация»).
Итак, рассмотренные ключевые методики сварки рельсовых стыков применяются в соответствие с техническими требованиями и условиями проведения ремонтно-восстановительных мероприятий.
Из всех подходов особо выделяется алюмотермитная сварка, как максимально отвечающая современным требованиям к бесконтактному восстановлению рельсов или прокладке железнодорожных веток. Именно термитный способ наиболее часто применяется при сооружении и ремонте современных транспортных магистралей.
При осуществлении монтажа, а также ремонтных работах на железнодорожном полотне, крановых установках, и других условиях, где применяются рельсы, используется особая технология сваривания. Так как в описываемых условиях необходима особая прочность, а также стойкость к различного рода нагрузкам, то сварка железнодорожных рельсов относится к отдельной категории сварки.
Электродуговая сварка
Стоит отметить, что одним из самых распространенных методов, который применяется при сварке рельсовых плетей и стыков рельс, является электродуговая сварка. В данном случае рельсы укладываются в необходимом положении, а пространство между их стыками послойно постепенно заполняется необходимым сварочным материалом. Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.
Самым оптимальным вариантом является ванный метод. При этом концы рельсов, предварительно обрезанные перпендикулярно их продольной оси, монтируются без перелома. При этом в профиле должно быть возвышение от 3 до 5 миллиметров. В такой позиции рельсы должны быть закреплены с зазором от 14 до 16 мм.
Между торцов железнодорожных рельсов вводится электрод, через который пропускается ток 300-350 ампер. В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
Для исключения растекания металла используются различные методы закрывания зазора между рельсами. После сваривания место работы шлифуется по всему периметру.
Термитная сварка
Технология данного типа сварки заключается в реакции, которая возникает при контакте окиси железа и алюминия. Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Термитная технология была открыта еще в 1896 году известным профессором Гансом Гольдшмидтом. По сути термитная технология представляет собой восстановление железа из окиси с использованием алюминия. При этом термитная реакция характеризуется выделением большого количества тепла.
Термитная технология еще именуется алюминотермитная сварка рельсов, так как в ней применяется алюминий. Интересно, что термитная реакция происходит на протяжении всего нескольких секунд после поджигания термитной порции. Кроме окиси железа и алюминия,в состав данной смеси включаются частицы стали,демпфирующие реакцию,а также легирующие добавки. Последние служат для того, чтобы была получена сталь необходимого качества и параметров. Интересно, что в конце реакции осуществляется послойное разделение на жидкую сталь и легкий шлак, который оказывается сверху.
Термитная технология позволяет соединять между собой поверхностно-закаленные, объемно-закаленные, а также термически не упрочненные рельсы в любых комбинациях. Термитная сварка позволяет соответствовать высоким требованиям, которые сегодня выдвигаются к высокоскоростным магистралям и бесстыковым путям.
Газопрессовая сварка
Данная технологи основывается на соединении металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Главные «плюсы» данной технологии:
- Однородная структура металла в области стыка железнодорожных рельсов;
- Высокое качество получаемого соединения.

Ввиду вышеописанных преимуществ, данный тип сварки очень эффективен при сварке тяжелых железнодорожных рельсов. Перед осуществлением собственно сварки, концы железнодорожных рельсов плотно приставляются друг к другу. При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан. Подготовительный же этап перед непосредственно сваркой заключается в нагревании концов рельс, для которого применяются многопламенные горелки.
После этого концы рельсов должны быть зажаты при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же многопламенных горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота этих колебаний составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой от 10 до 13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Для осуществления описываемых действий используются универсальные газопрессовые станки.
После завершения обрабатывается. После этого производится также его нормализация.
Итоги
Итак, существует три ключевые технологии сваривания рельсов. Каждая из них обладает собственными «плюсами» и «минусами». Однако стоит отметить, что алюмотермитная сварка максимально соответствует всем современным жесточайшим требованиям к бесстыковым железнодорожным путям. Потому ее применение полностью обоснованно при построении и ремонте современных магистралей.
Советуем почитать
 Деятельность органов государственной власти по формированию имиджа органов государственной власти на примере государственной думы федерального собрания россии Технологии формиров
Деятельность органов государственной власти по формированию имиджа органов государственной власти на примере государственной думы федерального собрания россии Технологии формиров Цитаты о снятии блокады ленинграда
Цитаты о снятии блокады ленинграда Тесты на определение профессии
Тесты на определение профессии Комплекс производственных и непроизводственных отраслей и сфер деятельности, обеспечивающих процесс и условия воспроизводства Производственная и непроизводственная сферы народного хозяйства
Комплекс производственных и непроизводственных отраслей и сфер деятельности, обеспечивающих процесс и условия воспроизводства Производственная и непроизводственная сферы народного хозяйства

